Machining is one subtractive manufacturing process by which excess material is removed from pre-formed blank in the form of chips in order to improve dimensional accuracy and tolerance. A wedge shaped cutting tool (or cutter) is employed for gradual shearing of layer by layer material. Geometry, orientation and material are three paramount factors that influence machining capability and product quality. Cutter geometry embraces crucial features of the cutting edge(s) and relevant surfaces. It includes, but is not limited to, rake angle in different directions, clearance angles in difference directions, edge radius, orientation of cutting edges, nose radius, etc. Different tool designation systems display such features in a standard manner.
Rake angle of a cutter basically indicates inclination of rake surface. Since rake surface is the chip flowing surface, so rake angle also indicates chip flow direction (in orthogonal cutting). This is one crucial parameter as it directly or indirectly influences shear deformation, chip flow direction, cutting force, power consumption, machinability, etc. By definition, rake angle is the angle between cutter’s rake surface and reference plane and measured on some other plane. Based on the plane on which this angle is measured, it may have different names, such as orthogonal rake (measured on orthogonal plane), side rake (measured on machine longitudinal plane), back rake (measured on machine transverse plane), maximum rake (measured on a plane perpendicular to master line for rake), etc.
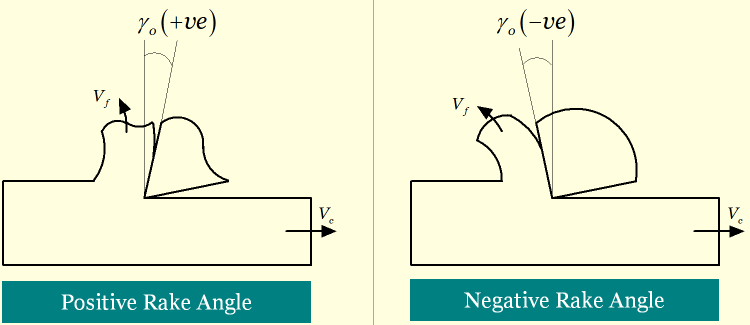
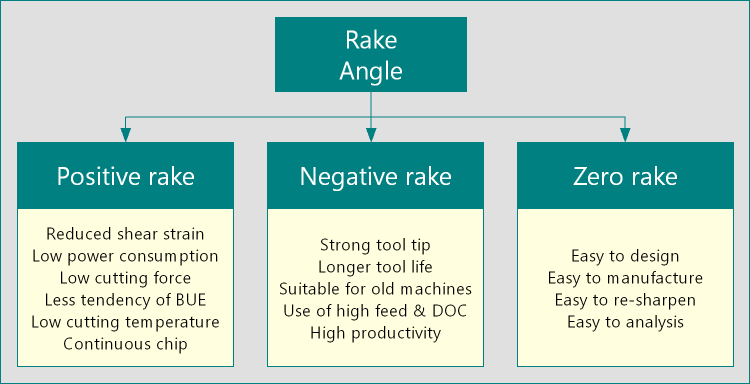
Irrespective of the plane or direction it is measured, rake angle can be either positive or negative or even zero. This concept evolved from relative orientation of rake surface with respect to fixed reference plane—in one direction it is considered as positive, in other direction it is considered as negative and when they merge together rake angle is considered as zero. A positive rake occurs when sum of wedge angle and clearance angle is below 90° on a particular plane. It offers a sharp cutting edge and thus can efficiently shear off material from workpiece requiring less force. Now if sum of wedge angle and clearance angle becomes equal to 90° on a particular plane, then rake angle becomes zero. Similarly, when sum of wedge angle and clearance angle is more than 90° on a particular plane, rake angle becomes negative. Negative rake offers stronger tool tip and thus enhanced tool life. Various differences between positive rake and negative rake are given below in table format.
Table: Differences between positive rake and negative rake
| Positive Rake Angle | Negative Rake Angle |
|---|---|
| Rake angle is considered as positive when sum of wedge angle and flank angle is less than 90°. | Rake angle is considered as negative when sum of wedge angle and flank angle is greater than 90°. |
| Positive rake offers a thin wedge. | Negative rake makes wedge thicker. |
| Shear deformation of the chip is less because of thin wedge. | Thicker wedge results in high shear deformation of the chip. |
| It also tends to reduce chip thickness and thus CRC remains low. | It tends to increase chip thickness and thus CRC becomes high. |
| Cutting force and thus power consumption during machining is comparatively less. | Under same conditions, it requires higher cutting force and power. |
| Low CRC, low cutting force and low power indicates good machinability. | Machinability is poor with negative rake. |
| Tool tip is less strange and thus prone to catastrophic failure. | Tool tip is stronger and thus less chance of sudden breakage. |
| Higher chip load cannot be applied as tool cannot withstand it. | Higher chip load can be applied safely. |
| Positive rake is suitable for machining soft and ductile materials, such as copper and aluminum. | Negative rake is good for machining hard and brittle materials, such as titanium, stainless steel. |
Concepts of flank angle, wedge angle and rake angle: Sectional view of the wedge of a cutting tool displays these three different angles; however, none of them has fixed value. Different cutting tools may have different values of these angles and the same plays key role on machining performance. Reference plane is assumed to be perpendicular to cutting velocity vector. Angle between cutting velocity vector and flank surface of the cutting tool is called flank angle or clearance angle. Wedge is produced due to intersection of the rake surface and flank surface along the cutting edge; and the corresponding angle is termed as wedge angle. Now the angle between rake surface and reference plane is termed as rake angle. With respect to the reference plane, when rake surface is oriented towards cutting velocity vector then corresponding angle is considered as positive; when rake surface is oriented opposite to cutting velocity vector then corresponding angle is considered as negative; and when rake surface merges with reference plane then corresponding angle is considered as zero.
Wedge thickness and rake angle: Since algebraic sum of rake angle, flank angle and wedge angle has to be zero, so for constant flank angle, wedge angle will be less with positive rake as compared to negative rake. Thus negative rake offers thicker wedge, which is capable of sustaining higher cutting force.
Shear deformation and chip thickness: During machining, cutter compresses a thin layer of material and gradually shears it off. Consequently uncut chip plastically deforms to produce chip and then flows over the rake surface before leaving machining zone. Shear deformation also increases thickness of the chip from its uncut value. This increment is measured by one coefficient, called Chip Reduction Coefficient (CRC), which is defined as the ratio of chip thickness to uncut chip thickness. CRC is always greater than 1; however, lower value is always desirable. Cutter with negative rake deforms the chip to a great extent resulting higher chip thickness and higher CRC. However, cutter with positive rake allows smooth flow of chip over rake surface that ultimately results in comparatively lower shear deformation and lower CRC. However, in no case CRC can be lower than 1, unless the cutting is in micro-scale or nano-scale.
Cutting force and power consumption: The lower the cutting power consumed during machining a particular material, the better will be the machining performance. Although force and power depend on many factors, rake angle also has meagre influence. Due to lower shear deformation and lower CRC with positive rake, cutting force required for removing a particular area of material is much lower than that with a cutter having negative rake when all other machining conditions remain unaltered.
Machinability aspect: Machinability is the indication of how easily a work material can be machined using a particular cutting tool under specified conditions. It cannot be reliably measured quantitatively; can only be judged qualitatively based on other parameters including shear deformation, CRC, cutting force and power, cutting temperature, chip form and color, BUE formation tendency, machined surface condition, etc. Overall, a positive rake tends to offer better machinability.
Strength of cutting edge and chip load: A negative rake emerges better in this case as it comes with thicker wedge. Increased wedge thickness improves strength of cutting edge and thus it can sustain higher load without failure. Thinner wedge, associated with positive rake, may break if chip load increases above certain limit; and as a result, larger volume of material cannot be removed in a single pass (lower material removal rate or productivity). It may also possess a risk of catastrophic failure under machine vibration or impact loading, which frequently occurs while machining rotationally non-symmetric parts or cutting workpiece having inhomogeneous material.
Suitable work materials: Since negative rake can endure higher cutting force and impact loading, so it can be safely applied while cutting hard and brittle material like tool steel, stainless steel, titanium, etc. When material composition is non-homogeneous or there is a chance of impact loading then negative rake is better choice. Positive rake works well while cutting softer and ductile materials like capper, aluminum, etc.
Scientific comparison among positive rake angle and negative rake angle is presented in this article. The author also suggests you to go through the following references for better understanding of the topic.
- Machining and Machine Tools by A. B. Chattopadhyay (1st edition, Wiley).
- Difference Between Positive Rake and Negative Rake by difference.minaprem.com.
- Image source: minaprem.com.